| (10)
Set up with an older model 6-jaw scroll chuck
and a small drill held in a split chuck in the
tailstock. |
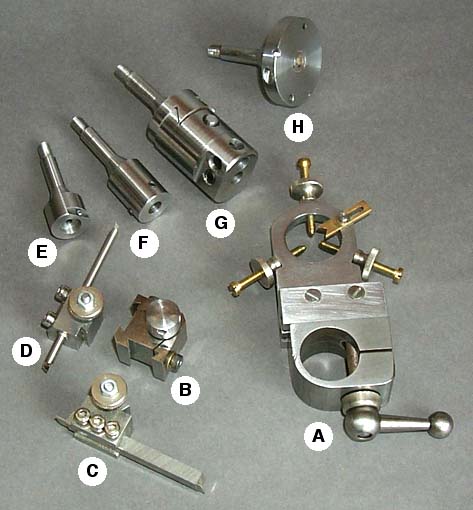
(11)
Set up with 3-jaw scroll chuck and a sinking
tool that has a taper to fit the standard tailstock
runner. The sinkers where made in sets for various
diameter recesses. Shown here is an insert pinole with
lever that has the same taper and can be used instead
of the standard runners. Also shown a small tool to
hold flat items in the 3-jaw chuck for drilling. |
(12)
Set up with a sort of face plate that replaces what
the watchmaker call an ‚uprighting tool‘. These are
used to drill holes perpendicular into watch plates. A
small drill is held in a split holder that has a taper
to fit the standard tailstock runner. The holders
where made for 1 mm and 1.5 mnm shaft watchmaker‘s
drills. |
(13)
Pivot drilling on the lathe. The universal
tailstock runner is fitted with a centering plate. The
drill is held in a miniature sleeve holder that fits
into a taper of the inner runner. The sleeves where
made to fit the standard watchmaker drill shanks of 1
and 1.5 mm diametre. |
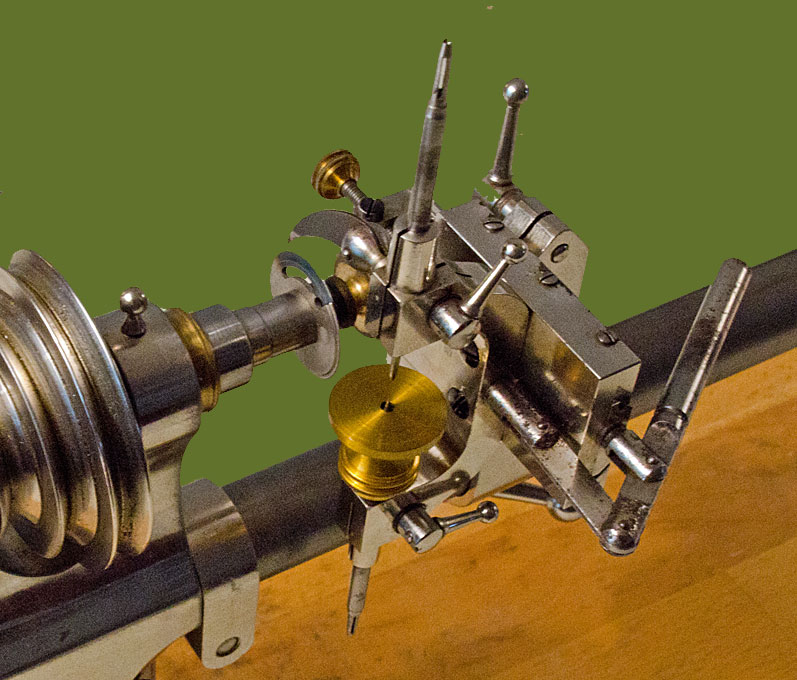
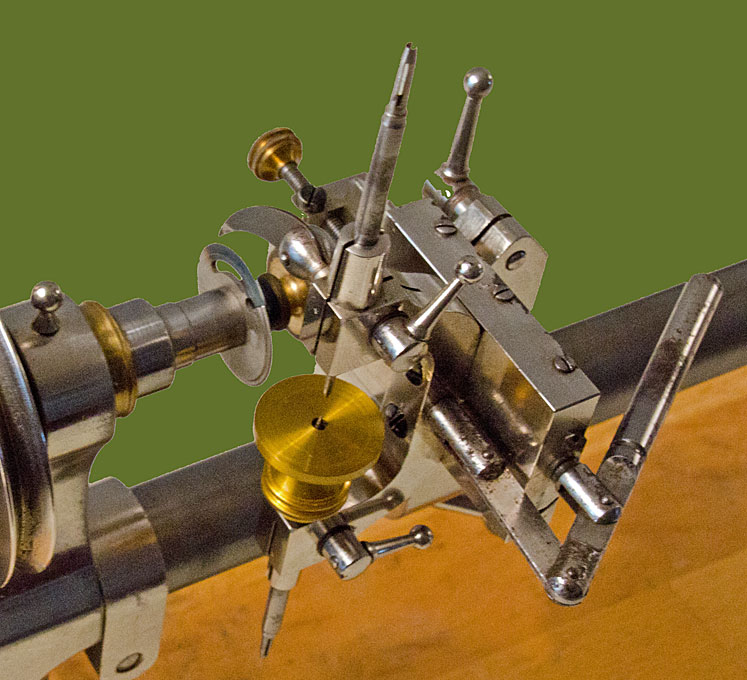
(14) Another
insert
for the universal tailstock runner are jacot drums
that turn the lathe into a ‚jacot-tool‘ or ‚pivot
polishing tool‘. The stem to be burnished is put into
a matching groove on the drum and the burnisher (steel
or tungsten) applied. The groove has been centered
before using the running centre. Also shown is a
tip-over T-rest. |