updated 30/05/12
Direct and Indirect
Dividing Attachment with Tailstock
Cutting
wheels on the milling machine or working-on facets on workpieces
require a solidly based dividing head with a tailstock. I
happened to be able acquire cheaply some WW-lathe parts salvaged
from the scrap bin. I gather the parts spend their earlier life
in a clock factory, considering the modifications made to them.
The central part is a short lathe bed. The other important part
was a collet-holding tailstock that at some time had a bracket
for a depth-stop(?) fitted to it. Then I had a simple tailstock
for solid runners, or runners for various centres.
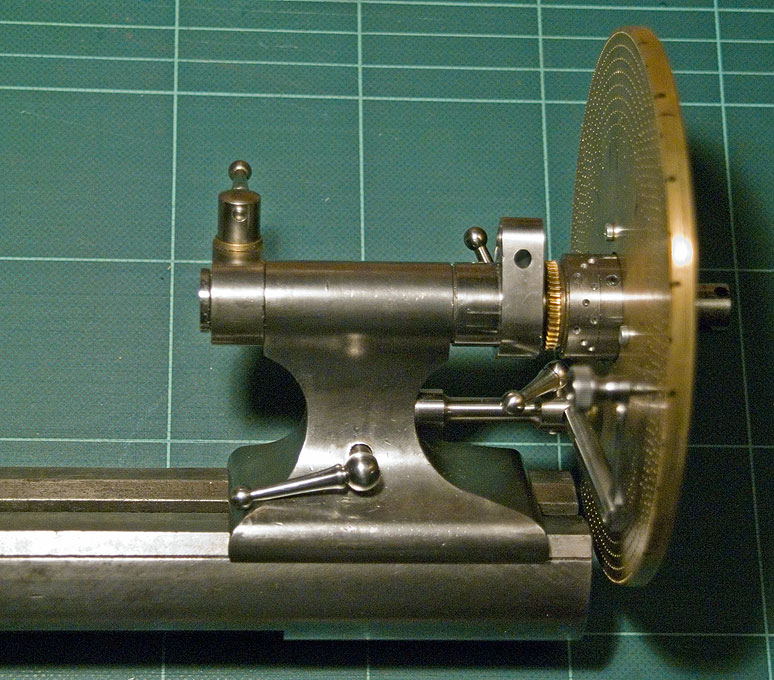
The dividing head was meant to be arranged for three
different types of dividing operations: direct dividing with a
small number of simple divisions (2,3,4,5,6,8,10) on a drum,
more exotic divisions using a large CNC-drilled dividing disc
that I had bought some time ago, and finally I wanted to use on it the geared drive from the other dividing head I
had made. The depth-stop was easily modified to take the
sprung stop for the simple dividing drum. A dividing drum was
made, drilling the wholes in situ on the milling machine using
the large dividing disc. A commercial worm-wheel was bored out
for the collet-holding tailstock runner and keyed to the
dividing drum. The dividing drum in turn is clamped to the
runner by a compression ring with three screws, as is done for
similar parts on lathe spindles. The large dividing disc is
fitted to the runner in the same way. The sprung stop for the
large dividing disc is inspired by original products from
Lorch or Boley and utilises the tapped hole in the tailstock
for the hand-lever.
The collet-holding tailstock runner was rather worn. It was
tidied up a bit, but its nose is not suitable for taking up
ring-chucks, being to thin in diameter and there not being
enough 'meat' to turn on the spindle-nose cone. The drawbar
was missing the knob, which was replaced by a brass one.
Update 30/05/12:
It turned out that the original collet-holding quill had too
much side-play in the bore to allow the delicate multi-faceted
milling and similar operations the apparatus was intended for.
Also, the spindle was missing a cone-shaped nose for mounting
ring-chucks. Therefore, a new spindle was made. A piece of 15 mm
steel carefully turned down to the 12 mm of the quill. The
middle section was relieved so that it bears only at the ends.
Concentricity of the 8 mm bore and the cone-seat for the collets
was ensured by drilling, boring and reaming the spindle in situ,
using the tailstock itself as a sort of fixed steady. The
spindle was driven by using a 3-jaw-chuck as a catch-plate. The
whole operation is rather a huge job for the WW lathe and it
will be the first and last time, I am going to do such work on
it. Nevertheless, the operation was successful, resulting in a
new spindle that runs like butter in the tailstock and can be
adjust to have no appreciable end-play (shown in the last
picture, between the drawbar and the original quill). In the
meantime I was also able to obtain and original Lorch, Schmidt
& Co. steel dividing plate with a rather bigger selection of
stops than the brass one shown in the pictures.
Having
made a ball-turning
attachment, I decided to fix all parts to the dividing
head by lever-actuated cams. The levers reproduce those commonly
found on watchmakers' lathes. This arrangement looks much neater
than set-screws and also follows the style of the WW-lathes.
The bed of the WW-lathes for good reasons is rather thick and so
I was loosing a lot of clearance under the milling head. In
order to regain some of it, I milled down part of the bed by
about 12 mm. I would have liked to have even more - and it would
have been quite possible without loosing rigidity for this
application, but after milling down layer after layer every
evening over one week I lost patience with my small milling
machine.
The tailstock is basically original, but I had to replace the
missing compression ring that locks the runner in place. Someone
had drilled and tapped a hole for a locking screw at some time.
Runners with 8 mm diametre, as needed for the WW-lathes, are
surprisingly difficult to find. In the end I manufactured one
myself for taking the various male and female centres from the
lathe. The most difficult difficult operation was to drill a
concentric hole of 100 mm length for the ejector. I still have
to make a knob from black bakelite.
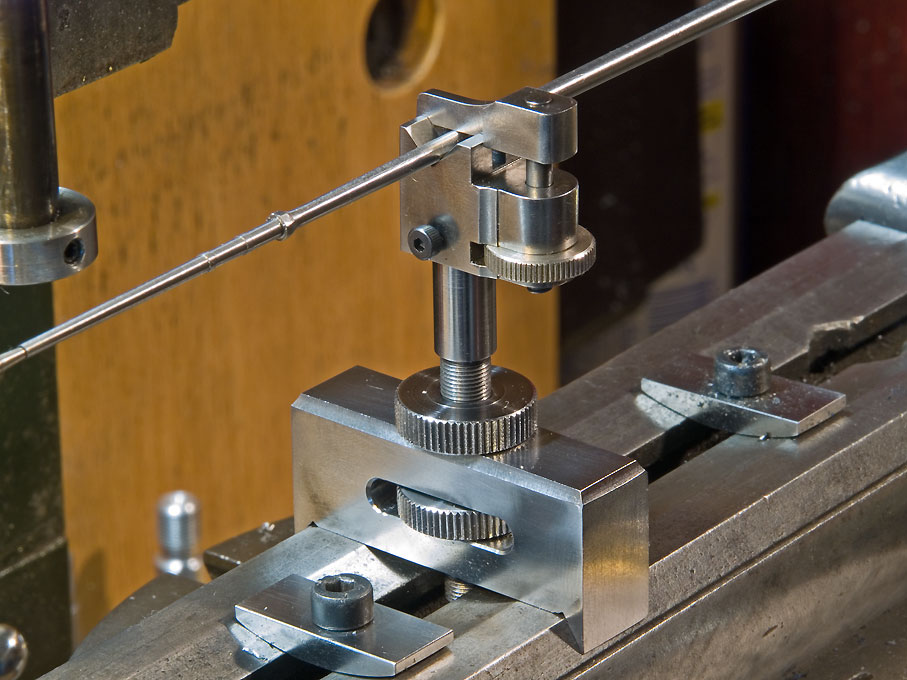
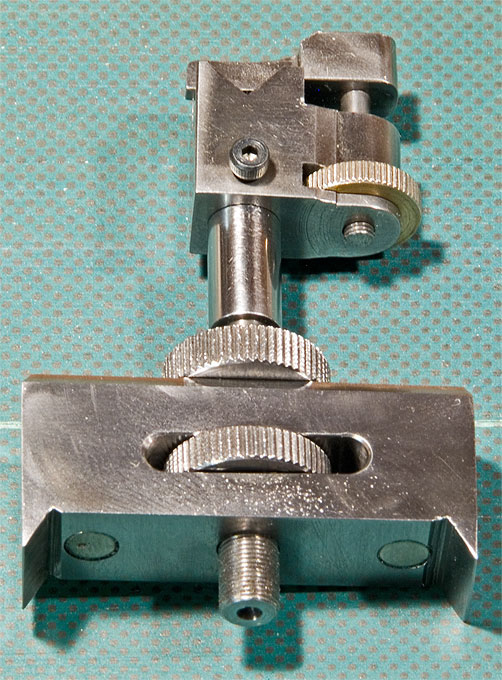
One of the applications of the dividing attachment is for work on
long, slender pieces, such as masts or spars of ship models. These
often have octogonal sections to be milled on, or need
cross-drilling a prescribed angles. The springiness of the
workpieces requires a support near the place where the tool is
applied. I constructed a rather luxurious version of a steady that
prevents the workpiece from being bent downward and from moving
sideways under the tool pressure. Essentially it is miniature
V-block that can raised and lowered to accomodate the diameter of
the workpiece and a little clamp that can be screwed down. The
device is held to the bed of the dividing attachment by a pair of
neodynium magnets. The base unit doubles as a base for a miniature
steady rest for turning.
Contact:
webmaster at wefalck
dot eu