The complex manual machining of very small
parts on a milling machine requires smooth and precise movements
of the slides as well as small masses to be moved. The slides of a
watchmakers lathe fulfill these requirements. In addition,
work-pieces and tools should be visible very well during
machining.
Milling machines such as the Aciera F1 (or the
older F12) or Sixis 101
are ideal for working on small parts, but are still far too large
for my workshop (and have a too big price tag ...). Interesting
from a design point of view would be also jig-borer and
milling-machines by SIP
(Société Genevoise d'Instruments de Physique), but they are very
rare and difficult to come by. All these machines are massive and
heavily constructed in order minimise vibrations by their inertia
during the machining of precision parts for watches and
instruments – too massive for my small workshop.
A special feature of these machines is that the x-slide is not
arranged horizontally under the milling spindle, but vertically in
front of the main column. This permits the easy installation of a
fourth and fifth machining axis. However, this arrangement
means that the movement in the y-axis is not effected by the
cross-slide, but by the milling head. This in turn means that
milling head and motor should ideally form a unit. A belt-drive is
more difficult to arrange, because the angle between the pulleys
changes, when the milling head moves along. The SIP jig-borer for
these reason originally was driven through a flexible shaft.
A watchmakers lathe is a good starting point
owing to the precision of the slides and spindles, but it lacks
the z-axis. In more recent years kits became available to
convert Chinese-made watchmakers lathes into small vertical
milling machines, but the milling table on them is arranged in a
conventional way.
In my stock of watchmakers lathe bits and pieces I have
collected over the years parts for several D-bed lathes of
variable state of conservation. Some ‘scrap’ was also bought on
purpose. From this parts I now want to construct a micro-milling
machine with as little work as possible.
As design specifications I decided that the mill should be able
to machine in a space of u 20 mm x 20 mm x 20 mm. This requires
movements along the x-, y-, and z-axes of around 40 mm. There
should be a fourth axis with a 360° rotation, that should be
able to rotated under load. This axis should also be able to be
moved from the vertical into the horizontal (5th axis). All
those movements should be realised with parts from watchmakers
lathes, so that no dove-tail slides need to be machined from
scratch.
The back-bone of the mill will be a special D-bed that I
obtained recently. It was originally meant for the conversion of
a lathe into a small precision pillar-drill. Its lower end is
turned down to a diameter that fits into a lathe foot. The foot
that I am going to use probably came from a British Pultra-lathe.
Another key part is an old and somewhat battered cross-slide
from a Lorch, Schmidt & Co.
D-bed lathe. This will be the x- and z-axis of the new
milling machine.
The y-axis will be
constructed with the help of a nearly scrap lower-slide from the
cross-slide of a Lorch, Schmidt
& Co. WW-lathe that I was able to buy cheaply. The
spindle and micrometer-dial will have to be made from scratch. A
6 mm-grinding spindle of unknown make will serve as milling
spindle. This limits somewhat the maximum diameter of cutters
that can be used to ones with about a 4 mm-shaft, but the
machine is meant for light work after all. On the other hand,
many years ago I made an adapter for 6 mm end-mill for use in
the lathe together with a vertical slide (before I owned a
milling machine).
The fourth and fifth axis will be formed by the dividing head
that I made some years ago from a 6 mm-watchmakers lathe
grinding-spindle. For the moment it will be simply screwed onto
the cross-slide as for use with a lathe. This gives considerable
flexibility for the positioning at any angle between vertical
and horizontal. The setting will be a bit time-consuming and has
to be done with templates. So far the
existing parts that need to be re-conditioned somewhat at a
later point in time.
Drilling
adapter block
Milling
adapter block
Camfering the
adapter block
Finished
adapter block
Squaring and trueing
the angle irons
Angle
irons
prepared
Angle
irons
in place
Mock-up
of
milling head
Destroyed
commutator of Sherline motor
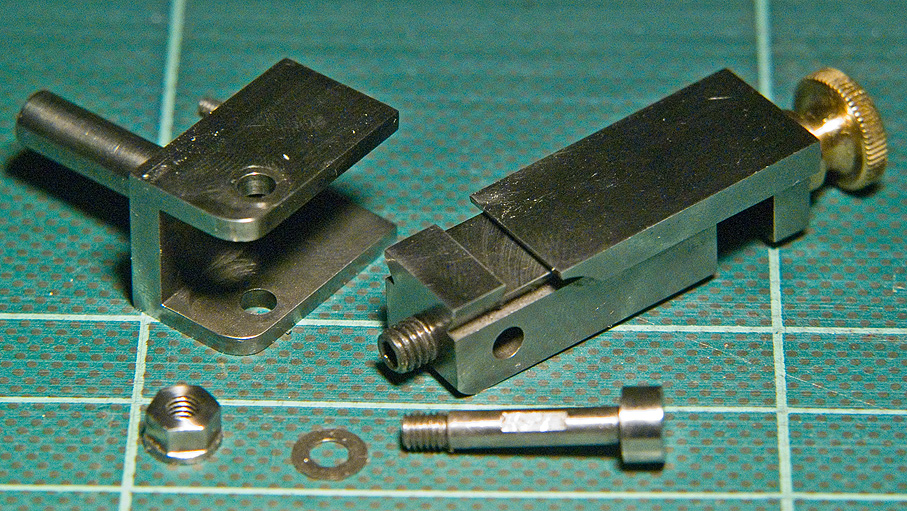
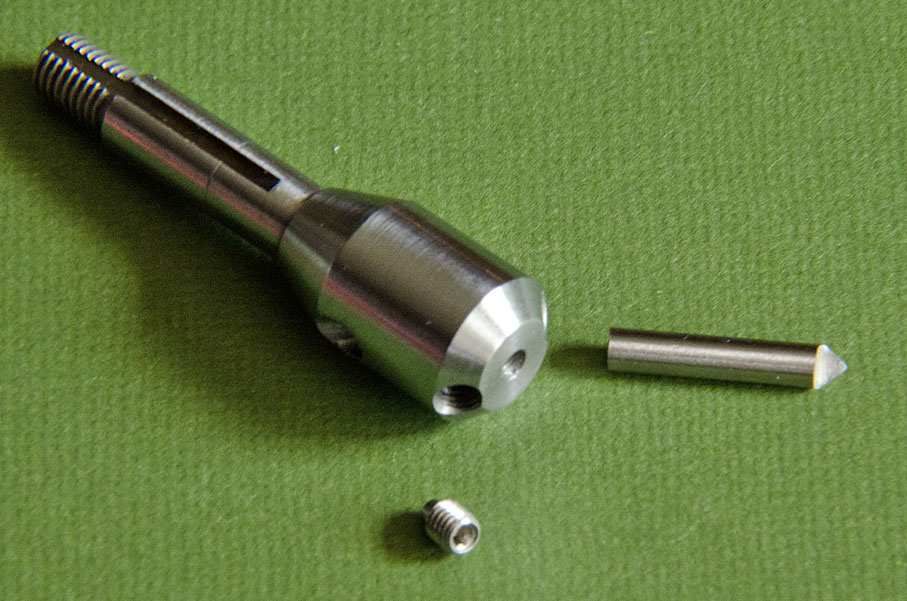
In order to mount the y-axis to the column, an adapter is
needed. This adapter is fashioned from a small aluminium-block
that was bored for the 20 mm column. The top-side was milled to
a close fit on the lower slide from the WW-lathe, which is
clamped down with a bolt. In this way the lower slide can be
moved by about 15 mm, giving a greater depth of throat, if
needed. It was planned to use a rectangular key to lock the
adapter to the column. However, it appears that the two
set-screws lock it sufficiently secure to the column. Practical
experience will show whether this is true.
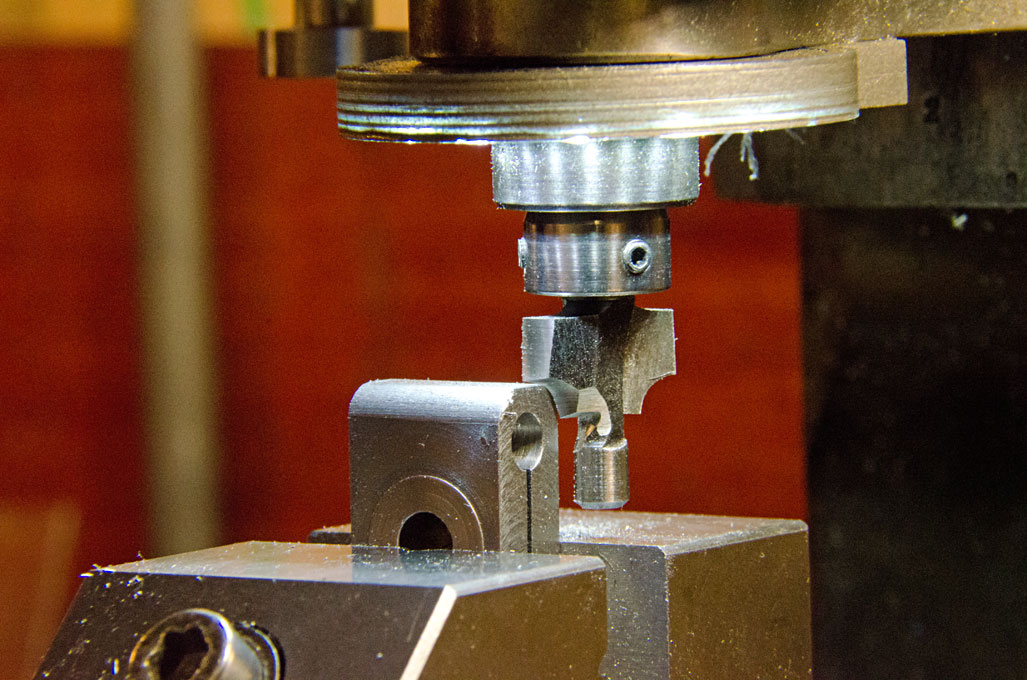
The 20 mm-hole was drilled and bored on a face-plate in the
lathe to ensure that it is exactly vertical to the top and
bottom of the adapter block. The
aluminium-block was srewed down onto the face-plate using a 6
mm hexagonal bolt. Luckily, a suitable hole was needed anyway
for the locking bolt of the slide. Other hexagonal bolts
prevent the block from moving during the machining operations
and act as counter-weights. After the functional
machining was complete, the adapter was 'beautified' by giving
the edges a half-round camfer. For occasional jobs on aluminium
like this, I use cheap woodworking router bits ... don't tell
any real mechanic.
The Lorch, Schmidt & Co. milling attachment will be held
between two angle-irons screwed-down onto the slide. The locking
will be effected by an excentric bolt acting as a cam. I had
hoped to use the threaded holes that a previous owner of the
slide had made, but they did not fit the angle-iron I had in my
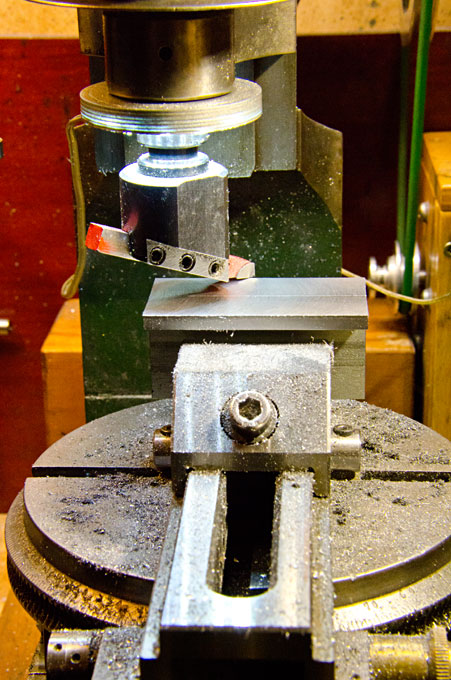
stock, so new holes had to be drilled and tapped. The pair of
angle-irons was squared and trued on the mill using a
fly-cutter. The above picture shows also the drive unit made for
the toolpost-grinder of the WW-lathe, which in fact looks very
similar to what the future motorised milling head will look
like.
Hick-ups: While working on some part, the Sherline-motor of the
mill suddenly broke down. It had some problems before, but I
thought with new brushes these were resolved. However, the new
carbon brushes had been eaten away very quickly. I took the
motor apart and found that several pads on the commutator had
been ripped out and leads to the coils cut. Probably a write-off
...
Set-up
for cutting the thread
on the y-axis spindle
The
first pass
Almost
finished
thread
Calibrating
the thread
using a die
Finished
spindle
Set-up for
drilling out top-slide
Milling
top-slide
extension
Top-slide
extension
While sorting out a replacement motor for the mill, I turned my
attention to making the spindle for the y-axis. Most WW-lathes
seem to have the odd thread of 4.5 mm x 1 mm pitch. The spindles
from the old cross-slide I am using were missing, but must have
been thinner, probably 4 mm. As I have both, a die and a tap for
the usual left-hand thread, I decided to adapt the cross-slide
for this. First the spindle was made. Unlike on the lathes, it
will have two ball-races as thrust bearings, but otherwise the
design will be similar. The ball-handle crank is a commercial
product. I started out with a 5 mm rod and turned it down to 4.5
mm and then set-up the lathe for cutting the left-hand thread.
This means cutting proceeds towards the tailstock. As the torque
on the lathe transmission system is too low, the thread was cut
by hand-cranking. For this purpose I had made an adapter for a
ball-handle crank already a long time ago. The thread was cut
with full cuts until it was about 90% complete. The final cut
then was made with a die in the tailstock die-holder to
calibrate the diameter, which might have been a bit bigger in
the middle due to the flexing of the long spindle. In order to
eliminate the effect of flexing, the cutting bit was run along
the thread several times without adavancing it into the work,
until no material was taken off anymore.
The long hole for the spindle in the cross-slide was opened up
to 5 mm using the Dixi horizontal miller as a boring mill.
However, the travel of the slide was too small, so an extension
was made to give the slide a travel of around 50 mm, allowing
the milling spindle to reach across a face-plate mounted in the
dividing attachment on the mill. The extension is a fairly
complex piece, fashioned out of a block of aluminium.
This is jointed to
the existing top-slide with two location pins and two
countersunk screws (the holes used were already made by a
previous owner).
To it screws the
housing for the y-spindle bearing. Watchmakers lathes usually
have simple sliding bearings there, the end-play of which is
controlled by a nut with a very fine thread. The elements of
this arrangement would have been ground to give a smooth
sliding. I decided instead to use miniature thrust-bearings with
I.D. of 5 mm and an O.D. of just 10 mm. Two are needed, with the
thrust-collar on the spindle in between. This gives an
arrangement of 12 mm in length. The bearing-housing was made
from a piece of 15 mm x 15 mm aluminium bar. The section was
centred in the large 4-jaw-chuck on the lathe and the stub
turned on. The piece then was reversed and taken into a
3-jaw-chuck so that the face that screws down onto the slide
extension could be turned flat and perpendicular to the axis.
The through-hole was drilled and reamed for the spindle. In the
next step the seat for the bearings was bored out to exactly
10 mm diameter and
a tad unter 12 mm depth
.
Finally some
cosmetic milling operations gave the bearing housing a more
elegant shape.
Top-slide
extension
Centering
y-slide spindle-bearing
in large 4-jaw-chuck
Turning
stub for spindle-bearing
Reaming
bearing
for y- spindle
Boring-out
seats for thrust ball-bearings
Bearing plate
Spindle parts
Topslide
extension
and spindle in place
The original spindle-nut seems to have had a left-hand thread of
4 mm x 1 mm, so it was drilled out 3.7 mm for the 4.5 mm x 1 mm
thread and the thread re-cut with the appropriate tap. The odd
digs and dents were removed by a light cut on both ends in the
lathe. A test assembly showed that everything worked as planned.
The next piece to be tackled is the micrometer-sleeve, which
will be turned from brass. The original sleeves were split and
had a friction seat on the polished spindle. I will be deviating
from this design and cross-drill the sleeve for a tapped hole
for a headless screw that will act through a pressure pad on the
spindle. With this the zero-ing resistance can be set. The
original micrometer-sleeves have a knurled ring, but the knurl
is convex.
Making Concave Knurls
Today, concave knurls to produce
such patterns are obtainable only at prohibitive
costs. Therefore, I embarked on making my own knurl,
encouraged by a few examples on the Internet. Knurling
wheels normally have to have a certain diameter in
order to prevent their bore from being distorted under
the stress of the knurling process. I choose a blank
of only 10 mm diameter for a bore of 6 mm in order to
reduce the mass to be heated, when attempting to
harden the knurl with my rather limited heating
capabilities. I also had a cut-off from a Schaublin
collet-blank available, which I assumed would harden
nicely.
The proposed process of creating the knurling wheel
employs an ordinary threading tap as an improvised
hob. This, stricly speaking, would result in a 'rope'
knurl, but the helical angle of a, say, 0.4 mm pitch
tap is barely perceptible. The easiest way to hold the
blank for cutting seemed to hold it in the
knurling-holder for the watchmakers lathe that I made
a few years ago. This means, however, that the process
could not be done on the lathe, because it would have
been not so easy to mount the holder on its side.
Cutting the knurl on the lathe would have been better,
as the end of the tap could have been supported in the
tailstock to eliminate flexing. Unfortunaly, the DIXI
horizontal mill does not have an overarm, which then
would make it the ideal machine for the job. So the
job was done on the vertical mill. The blank was
drilled and reamed for the arbor of knurling tool
holder. Some polishing ensured that it spun freely. A
M2 tap was chucked in a collet as short as possible
and offered to the blank with its uppermost end
in order to keep flexing to a minimum. Initially, the
mill was run at slow speed and with a small feed.
After each incremental feed, the blank was allowed to
make several revolutions until no chips were produced
anymore. Once the pattern was created, the mill was
run at a somewhat higher speed and the amount of
incremental feed increased from around 0.03 mm to 0.05
mm. Every time blank and tap were flooded with WD40 in
order to wash out the chips that then were wiped off.
A first failed trial showed, how important it is to
wash-out chips. The second
attempt was successful.
Hobbing a concave
knurling wheel
Finished knurl
Knurl
in
holder
Knurling
tool in
action
After the machining, the knurl was hardened by heating
it to a cherry-red colour and quenching it in ice-cold
water. As I don't have a very strong torch, the knurl
was pre-heated to 450°C using the hot-air soldering
gun and then brought to temperature with the
gas-torch. The knurl was also rubbed in soap to
prevent scaling. After some cleaning, the hardened
knurl was tempered to a straw-yellow colour using the
the hot-air gun. A test with a file showed that the
hardening was successful.
For the dial I had a piece of 21 mm diameter brass to hand. This
was faced in the 3-jaw-chuck, drilled and reamed for the 5 mm
spindle, an then bored out to fit over the spindle
bearing-plate. The blank was the mounted on an arbor with a 5 mm
stem in order to be able to turn the outside shape. At one end
there is the notorious convex knurled ring. For this a ring of
1.2 mm width and 1 mm height was left standing with slightly
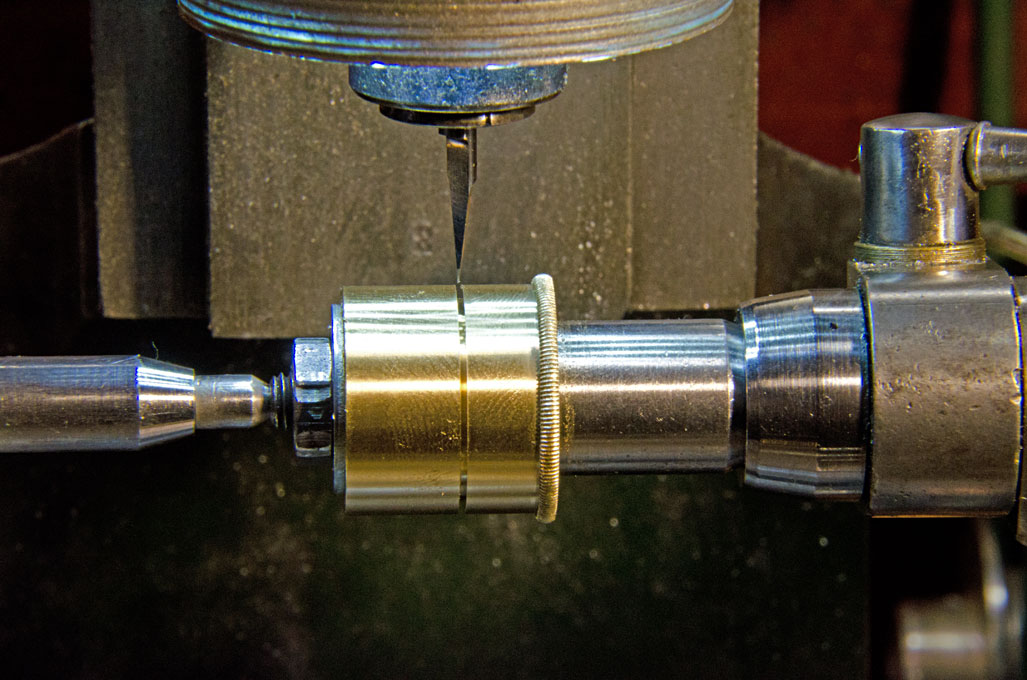
chamfered edges. For the next machining step the knurling tool
with the concave knurl was mounted to the cross-slide. The
knurling tool was fed slowly into the slowly rotating blank. It
catches quite quickly at the edges and the pattern evolves fast.
While generously lubricating with WD40 the knurl was fed into
the faster rotating blank until the pattern had developed fully.
The blank on its arbor was then transfered to the dividing
apparatus on the milling machine for engraving the dial. For
this a 15° engraving bit was used. in the same set-up the hole
for the friction brake of the dial was pre-drilled. The numbers
were stamped in a make-shift set-up in a vice. In order to
ensure that the number-stamps were applied exactly radially a
purpuse-made guide-block was used. Finally, the dial was mounted
back on the arbor and the burrs from engraving and stamping
cleaned up with a couple of light cuts in the lathe. The two
parts were separated on the lathe with a jewelers saw
substituting for a parting tool.
Dial blank
bored out
Dial blank turned
to shape
Knurling
of the dial blank
Set-up for
engraving
the dial
Engraving the dial
Drilling
for the
friction brake
Stamping
set-up
Cleaning-up
dial
Painted engravings
The dial then was degreased and the engravings laid out in black
enamel paint. After the paint had dried, the dial was rubbed in
the lathe with very fine wet-and-dry emery paper to remove the
excess paint. The dial finally was provided with a friction
brake, which consists of a short piece of Plexiglas that is
pushed onto the spindel with a set-screw.
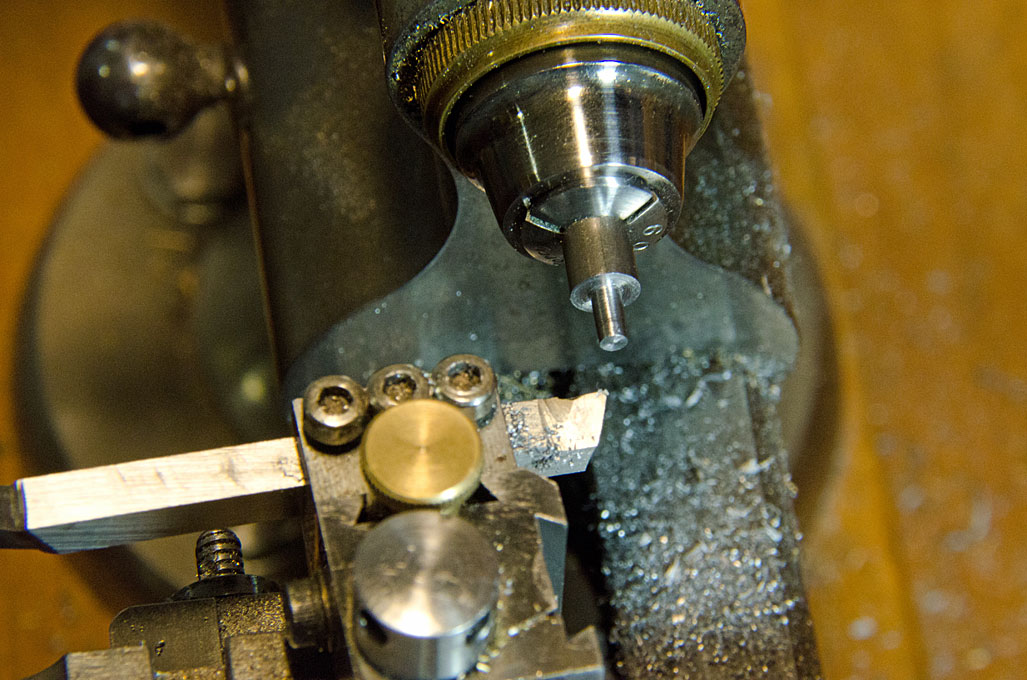
The milling spindle will be secured in its place between the two
brackets by a lever-actuated excentric bolt that pushes it down.
I found a rough excentric bolt in my scrap-box of odd lathe
parts, but it would have been as easy to start from scratch. The
excentric was worked over holding the bolt in the 3-jaw-chuck
with a brass-shim to give the off-set. The head was turned with
the help of the shop-made radius-turning
tool. The tool-bit diameter was chosen to match the neck
and shoulder of the bolt. The turning operation was followed by
smoothing with wet-and-dry paper and steel-wool of various
grades. Finally it was polished with polishing paste.
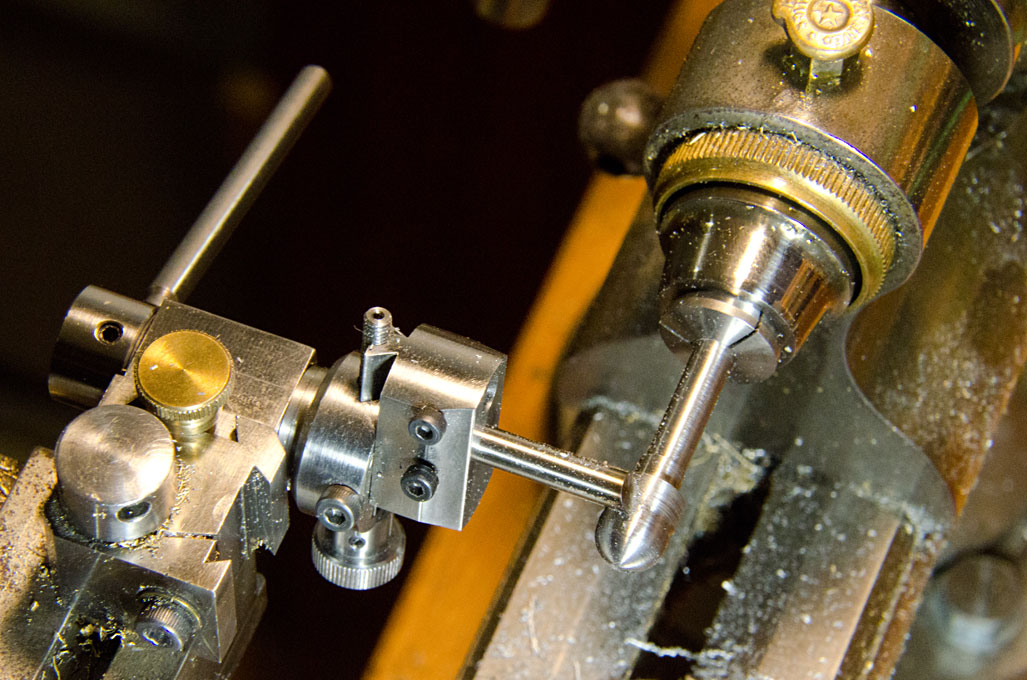
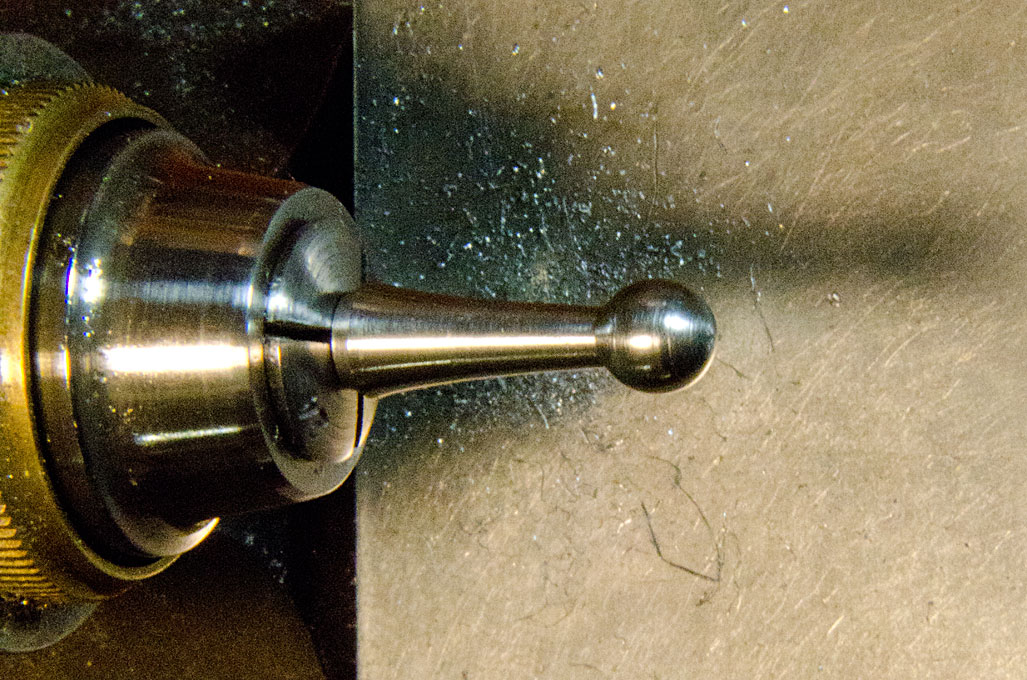
The ball-end lever for the locking bolt was fashioned from a
short piece of steel in several steps: first the stem that will
be a push-fit in a hole of the bolt was turned; chucking the
material with this stem, then the main part of the lever was
turned conical, leaving a part cylindrical for the ball-head;
the conical part was given a waist using the free-hand turning
rest; and finally the ball-head was formed using the
radius-turning tool. The tool-bit in this case was a 2 mm
HSS-bit in a special holder that allows to form a sphere with a
sharp edge at the stem.
Steps
in forming a ball-end lever using a free-hand and a
radius-turning tool
Locking
bolt
A while ago I had been able to purchase at a good price a
'left-handed' Lorch, Schmidt & Co. cross-slide, which is
what was needed for this project. In Germany, watchmakers for
some reason traditionally worked with the headstock to the
right, and not to the left as is common practice in virtually
all other lathes. Some older watchmakers still seem to work like
this, but I gather the majority nowadays, prefer to have the
headstock to the righ. In consequence, cross-slides that are
meant to be mounted to the left of the headstock and operated
mainly with the left hand are relatively cheap to come by. The
one I received looked a bit worn on the outside, but
mechanically was still in a good condition. Spindles and
spindle-nut were tight. However, the nickel plating was chipped
and peeling off. I completely diassembled the cross-slide and
ground-off the remaining nickel with fine wet-and-dry paper and
polished the surfaces. Then all parts were thoroughly cleaned.
The spindles have the 0.75 mm pitch commonly found on
cross-slides for D-bed lathes. Not very convenient for
calculations, but I got actually used to it on my D-bed lathe.
The dial on the y-axis (the future z-axis of the mill) was
actually graduated with 15 divisions, giving the diameter
reduction when turning, though it has the same pitch as the
x-axis. On the mill this graduation would be confusing and I
also wanted to have a conical dial on the z-axis. So I moved the
x-axis dial to the y-axis, which is the future x-axis of the
mill, and made a new dial for the future z-axis. For this, a 20
mm piece of brass was drilled and reamed for the 4 mm-spindle.
It was then taken onto a 4 mm-arbor for further machining. The
lathe top-slide was off-set by 45° for turning the conical
shape. In the same set-up the lines on the dial were engraved
using a pointed tool-bit - the lathe head-stock, as for all
watchmakers lathes, can be used for simple dividing. There are
60 stop-holes, which was convenient for the 15 stops needed
here. The engraved dial was then moved to a special jig I made
some years ago, that allows to punch numbers onto conical dials.
After punching, the dial was moved back to the arbor, the exact
position had been marked before removal, and the burrs thrown up
by the engraving and punching were removed by a light cut,
leaving behind crisp lines and numbers. As for the other dial
fabricated, a pressure pad provides for an adjustable friction
stop. The outside rim was also given a treatment with the
concave knurling tool described earlier. The engravings on all
dials were filled-in with black paint and when the paint was
dry, the dials were slightly rubbed-over with fine wet-and-dry
paper to leave crisp black engravings on a satin surface.
Disassembled
cross-slide
Taper-turning
dial
Engraving
dial in the lathe
Jig for
punching
numbers
Cleaning-up
the dial
Knurling
the rim
Finished dial
at its place
Re-assembled
cross-slide
Some time ago I purchased a 12V motor from a Chinese source that
is supposed to run at a nominal speed of 3000 rpm. Considering
is length of 71 mm and a diameter of 51 mm with an 8 mm drive
shaft I expect it to have sufficient torque for the purpose. The
data given by the seller were rather cryptic. The mounting of
the motor caused me some head-scratching. The original intention
was to use a bracket similar to the one used on the lathe
toolpost-grinder I showed above for the mock-up. This would have
resulted in a self-contained drive unit. However, the motor
would have fouled the cross-slide, when the y-slide is fully run
out. Making the bracket longer would have solved this problem,
but I was afraid of the vibrations this long lever might
transmit and the distortions to the y-slide. Another possibility
would have been to mount it upside-down over top of the y-slide,
but this would have raised the centre of gravity of the whole
machine considerably and transmitted vibrations to the system.
In the end I make, for the time being, a simple bracket that
uses the two screws with which the extension of the y-slide is
screwed down.
The lathe and grinding spindles were meant to run at maximum
speeds of around 4000 to 5000 rpm. Therefore, a slight
stepping-up compared to the motor speed would be permissible. As
the motor bracket does not provide for any adjustment of the
belt-tension, I copied the pulley on the grinding spindle for
use as a motor pulley as exactly as possible. It will be put
upside-down onto the motor, so that the belt can be shifted for
stepping up (1 : 1.4) or stepping down (1 : 0.7) speeds without
the need for adjusting the tension. Most of the speed control
will come from the electronics in the power-supply. The pulley
on the grinding spindle has a 75° V-groove for 3 mm round belts.
A V-groove can be cut by either setting over the top-slide, or
using a pointed tool with the appropriate angle. I had to grind
a HSS-toolbit with this angle, checking it against a template.
The two grooves were cut using a stepping method. Cutting it
full depth would not be possible. I order to ensure
concentricity between the pulley-bore and the groove, first the
step in which the set-screw is located was turned and then the
piece turned around for drilling/reaming the bore and cutting
the grooves in the same set-up. For cutting the grooves the
pulley was supported with a revolving tailstock centre.
Drive
mock-up
Steps of turning
the motor pulley
Finished
motor
pulley
The two drive
pulleys
Motor
mount
Masked,
primed, and painted parts
Dissambled
milling
spindle
I would have preferred to leave the parts in their bright,
nickel-plated finish. However, the plating on the foot, for
instance, was coming off in large flakes. In addition, the parts
fabricated from aluminium have a rather different colour.
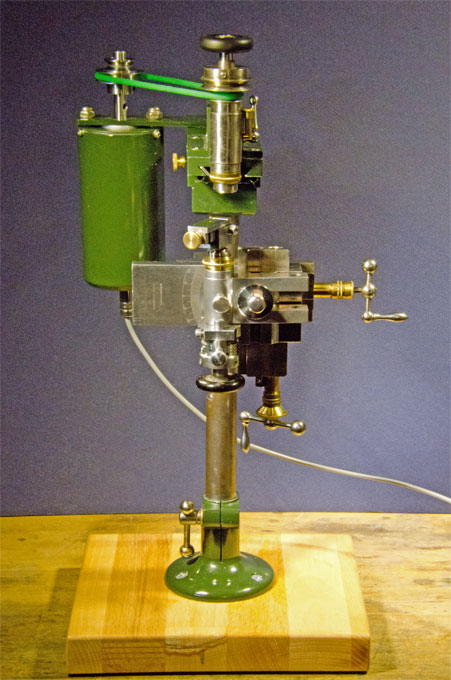
Therefore, I spray-painted most parts in my favourite
bottle-green (RAL 6007).
The milling spindle was disassembled and given a thorough clean
and generously oiled before being put together again. I also
replaced the slotted worm screws that lock the pulley in place
with Allen ones. Not original, but more functional. These
milling spindles are intended to be operated horizontally and,
therefore, have only a simple oiling hole with no cover. In
order to ensure adequate oil supply to the upper bearing
surface, I fabricated an oilder that rises to the level of the
upper bearing. A piece of 4 mm brass was turned down for a
press-fit into the oiling hole. An 1 mm-hole was drilled
part-way from this side and a 3 mm-hole from the opposite side.
The resulting tube was cut at a 45° angle and the two pieces
silver-soldered together to form a 90° knee. From a short piece
of brass a cap was turned and bored for a sliding-fit over the
oiler. Since the convex knurling worked so well, I applied this
also to the cap.
The milling spindle was missing the draw-tube. A new one was
turned from a piece of 8 mm tube with a 5 mm bore. One end was
tapped 5.1 mm x 36 tpi for the collets, for which I am lucky to
have tap. The other end was serrated to provide a positive lock
for the hand-wheel. For this machining operation, a pointed tool
was mounted with the cutting face vertical in the QCTP and the
draw-tube indexed in the head-stock of the lathe. The original
hand-wheels were made from black or dark-brown Bakelite, a
materials that is not easy to buy anymore these days as round
stock or thick enough plates. I had to resort to a piece of
black POM.
As it turned out
to be too complicated to set up the radius-turning tool for
this, the torus-shaped rim was fashioned by free-hand turning.
The POM is rather soft and was best finished with a fine file
and steel-wool. The finished hand-wheel was loosly taken into
a 3-jaw chuck and the draw-tube, that was held in a collet in
the lever-tailstock was pressed in.
Various steps in fabricating the oiler for the grinding spindle
Completed
spindle
Grooving
the draw-tube for the hand-wheel
Turning
the draw-
tube knob
Finished
draw-tube and an original one
As indicated at the beginning, the machine will be provided with
a fifth axis for rotary milling and dividing operations. Some
years ago, I fashioned a geared
dividing head from an old Lorch, Schmidt & Co.
grinding spindle. This mounts onto the cross-slide of a 6 mm
lathe, such as the one used in the milling machine. These
grinding spindles were meant to be bolted down onto the
cross-slide using the latern for the turning bits. While this
reduced the number of bits and pieces to be provided for the
lathe and to be taken care of, it seems to be a rather strange
economy. In the present circumstances this method of bolting is
also not very satisfactory, as the angle of the spindle, as well
its position in the T-slot have to be adjusted at the same time.
Too many degrees of freedom. Therefore, a mounting bolt was
fashioned from a normal M6 screw with a hexagonal head. These
fit perfectly into the T-slots, but their heads have to turned
thinner. Over the bolt a sleeve with an internal M6 thread
screws down, thus keeping the bolt in place. Now, the dividing
head can be rotated around the bolt without movement up and down
in the T-slot. The dividing head is clamped with an standard M6
cap-nut (a nice polished stainless steel one though) and a large
washer. The latter also is a commercial stamped product that was
cleaned up on the lathe and given a nice polish for aesthetics
sake. The rotating
spindles, such as the main spindle and grinding spindles on
watchmakers lathes have a knurled sleeve in brass that is
meant to prevent dirt from entering the bearings. The one for
the grinding spindle used as dividing head was missing. Using
an original one as example, a replacement
was fashioned from a
piece of round brass. After facing a short length of brass it
was drilled 5 mm and taken onto a respective arbor for turning
the outside to size. A rim was left standing that was given a
round knurl. Back on the 3-jaw-chuck, the inside was bored to a
tight fit to the body of the milling spindle. The front part was
given a concave bevel with a form-tool.
The various steps of shaping a new dust-sleeve for the milling spindle
Original (right)
and copy
Sleeves
in place
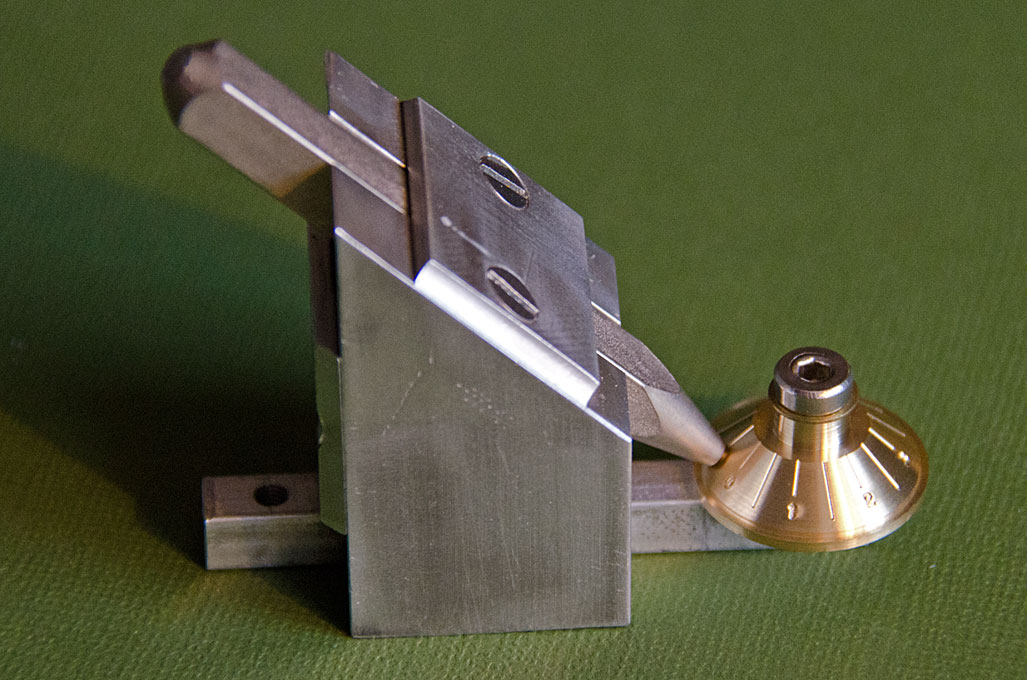
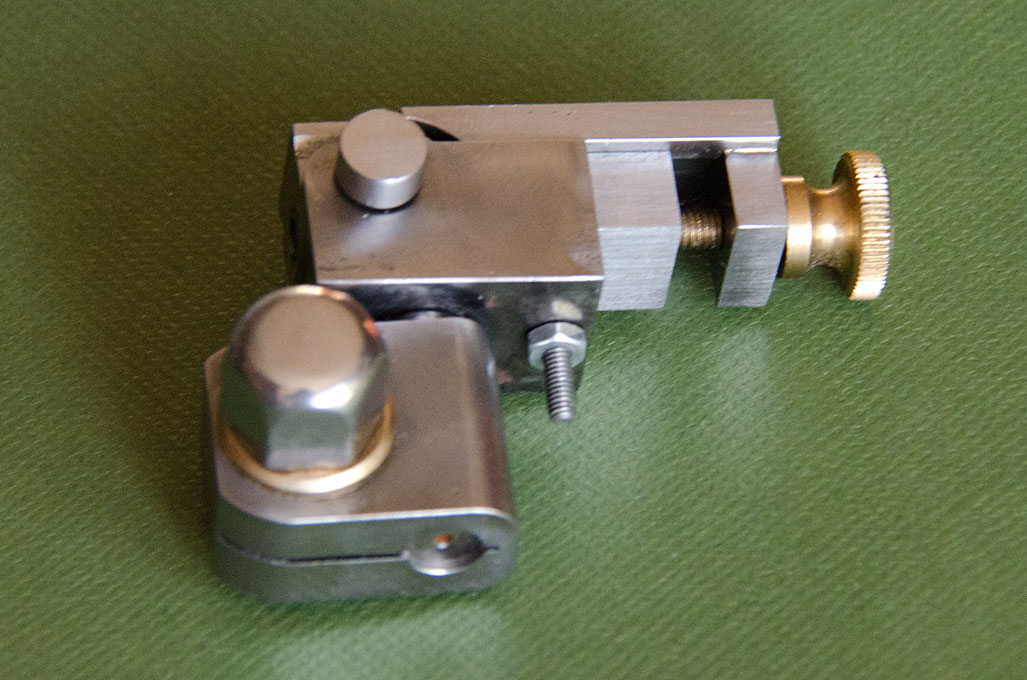
Several years ago I had constructed a micro-vise that was
intended to be hold in a collet e.g. in the upright
collet-holder on the larger Wolf, Jahn & Co. milling
machine. The stem has a 5 mm diameter, which was chosen so that
it also fits into the largest regular collet of a 6 mm-lathe.
While the collet thus can be mounted in the dividing head, this
may not always be convenient. Therefore, a small holding block
was fashioned from a piece of steel. This holder allows to
rotate the vice around the clamping bolt, but also in the
mounting hole. With this arrangement and the tilting capability
of the vice itself, it can be offered to the milling spindle in
any conceivable angle.
The motor also needs a housing, so that the electrical
connections can be adequately installed. I wanted to make the
supply cable detachable in order not to have it hangig around,
when the mill stored away. Unfortunately, the motor has the
somewhat odd outer diameter of 51 mm and it was not so easy to
come by a suitable pipe. Finally, I chanced upon a can from a
weird drink that pretended to be an alcohol-free Bellini-cocktail.
In this way the overly expensive can somewhat amortised. I
shortened it to suit with a diamond saw in the hand-held
electrical drill. A lid was cut and turned from a piece of 5 mm
Plexiglas™. Three fastening holes were pierced with a needle and
opened up using cutting broaches in the very thin and flimsy
drinks can. The lid was drilled and tapped for M2 screws. A 6 mm
hole for a 3.5 mm mono-socket was pre-drilled with a small drill
and then reamed to size into the bottom of the can. The housing
was given a base-coat and painted to suit the rest of the
machine.
Motor housing
before painting
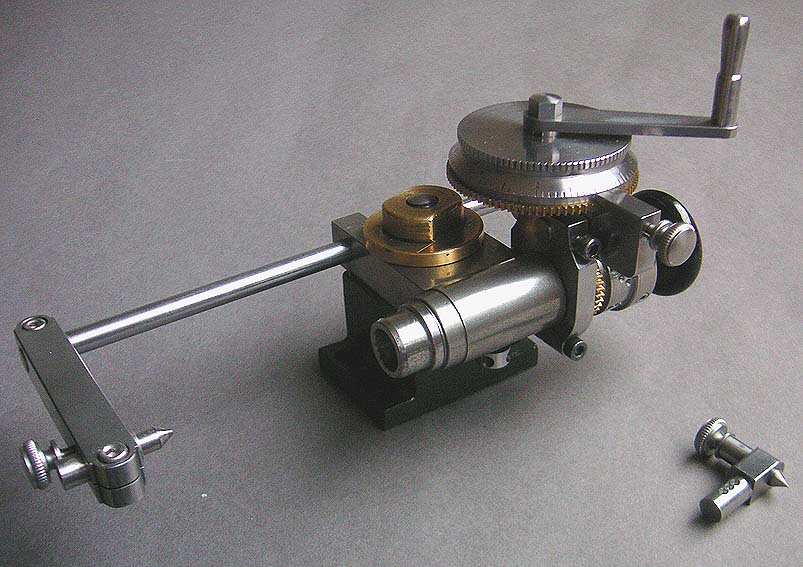
The completed micro-milling machine
Different work-holding options from
the arsenal
of spindle-tools of the 6 mm-lathe
Small
table for clamping flat objects
Small
fly-cutter
The dividing head offers a wide variety of work-holding options
using the spindle-tools from the 6 mm-lathe, such as 3- and
6-jaw-scroll-chucks, independent 4-jaw-chucks, ring- and
step-chucks, face-plates, as well as the whole range of collets
from 0.3 mm to 14 mm diameter. Collets for work-holding are
particularly useful, as a wide variety of small parts can
actually by milled from round material of various diameters and
then sawn-off from the stem held in the collet. The dividing
head can be set at any angle, from vertical to horizontal,
offering the possibility for instance to mill multiple facets
onto material, or to drill into bevelled surfaces. Longer,
delicate work can also be supported by the over-arm for the
dividing head that takes the various types of lathe
tailstock-centres.
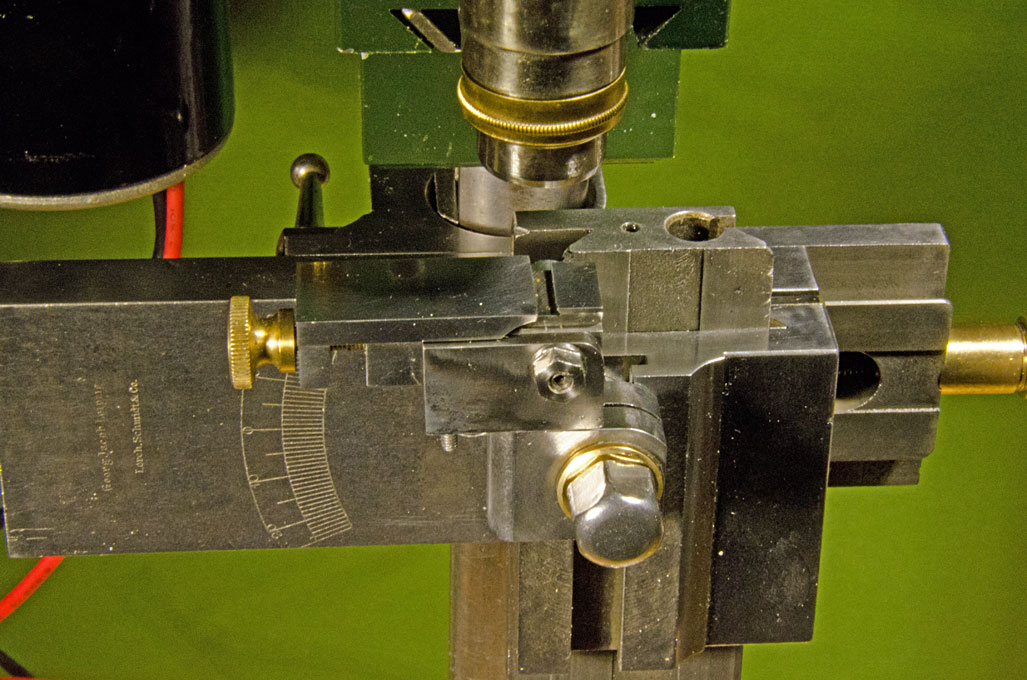
In addition to the micro-vise shown above, I also made a small
table for clamping flat objects to be held in the 5 mm collet or
in the inclining holder for the vise.
Collets for the milling spindle, a holder for standard 6 mm
end-mills, arbors for slitting saws, a small fly-cutter, as well
as a small boring-head are stored in a fitted antique box.
Different
positions
of the dividing head
Dividing head with supporting over-arm
mounted
Table-
stop
Collet-
box
Swarf
accumu-
lation
Graduated
sleeve
replacing th
dust-sleeve
Addendum 24/02/18: unfortunately, milling
operations with the dividing-head in the upright position leads
to the accumulation of swarf between the spindle-head and the
dust-sleeve. Also it was felt useful to have some kind of
indication of the angular position of the spindle when using the
indirect dividing gear. In order to overcome both problems, a
graduated dial was manufactured, that has a friction-fit to the
spindle-head. With its round-knurled ring it can be zeroed.
Because of its tight fit to the spindle and its shape, it sheds
the swarf away from the spindle.
And finally a few video-clips showing the machine in action: